事例紹介
素材加工・機械加工 (S社)
- 住所
- 神奈川県横浜市
- 従業員
- 30名
- 製造品目
- 各種筐体、試作品
- 事業内容
- 精密板金、溶接、機械加工
- 拠点
- 本社、工場(国内2拠点)
- 運用環境
- 拠点間通信:VPN、クライアントサーバー型
メインとなるポイント
- 生産効率向上(科学的根拠と社内競争による)
ポイント説明
1
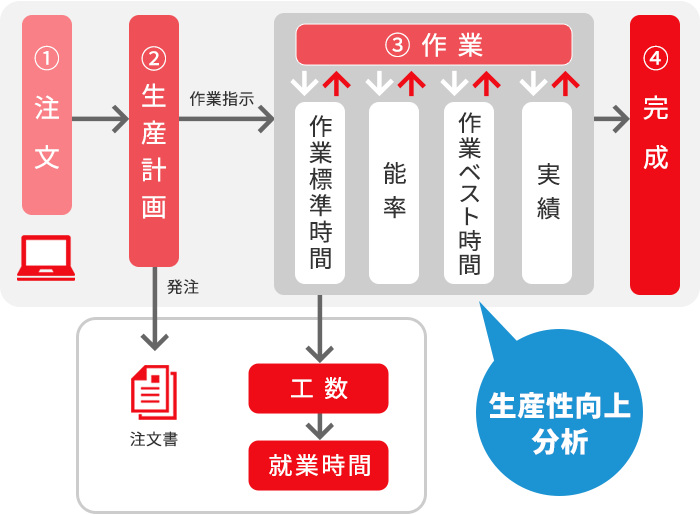
1. 実績工数を把握
該当の図番を生産する為の工程ごとに、標準時間を設定し、工程に対する実績工数を把握する。
標準時間と、実際時間との対比から指導等の対策を講じる。
標準時間は科学的分析手法に基づき、各作業時間をストップウォッチを利用して測定した。
2
2. 生産性向上
同一工程において、複数担当者が作業した場合、どの担当者が一番効率的であったかを把握し、人事考課として利用。
これにより社内担当者ごとの前向きな競争があり、生産性向上を図っている。
3
3. 生産性の高低を分析
担当者ごとに、当月の就業予定時間を登録させ、これと実績を比較し生産性の高低を分析する。
4
4. 時間短縮
就業予定時間に対し、実際にものづくりをした時間以外(間接時間と呼称)も把握できる仕組みであり、各間接時間の内容ごとに工数分析し、時間短縮させる取り組みを実施。
例えば、会議の時間、前工程手待ちの時間等が集計されており、取組としては、会議時間の圧縮という風に活用。
5
5. 手袋を外さず実績入力可能
板金、機械加工、溶接の現場では100%軍手等、手袋を着用している。
そのため、ペンタブレットを現場に設置し、手袋を外さずとも実績入力ができる仕組みとしている。