事例紹介
素材加工・機械加工 (K社)
- 住所
- 神奈川県
- 従業員
- 150名
- 製造品目
- 自動車、電機部品の製造
- 拠点
- 本社、工場(国内1拠点、海外1拠点)
- 運用環境
- 拠点間通信:VPN、クライアントサーバー型
メインとなるポイント
- 欠品防止
- 製品在庫削減
- 原価抑制(品質向上)
ポイント説明
1
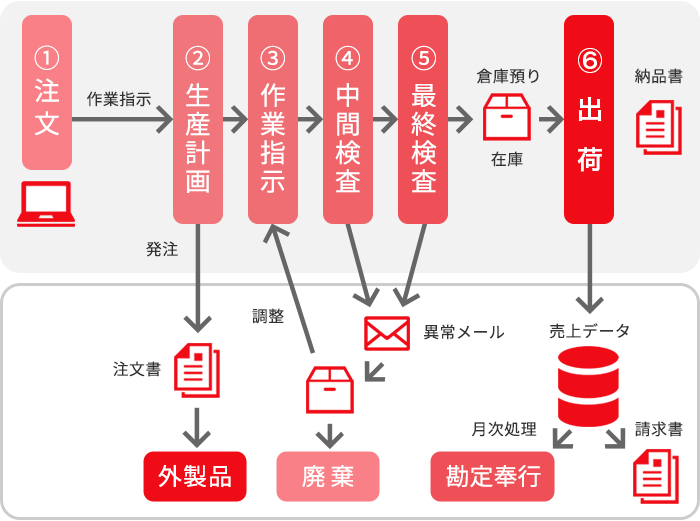
1. 欠品を抑制
内示情報に基づき納入時の欠品を抑制する。
2
2. 生産効率を上げる
共通品に関してまるめ処理させ、段取り替えを少なくし生産効率を上げる。
3
3. 過剰生産を抑制
状態別の在庫が容易に掴めるようにし、過剰生産を抑制する。
4
4. 紐付
生産ロット及び材料ロットとを紐付、トレーサビリティ要求に応じる仕組みとする。
5
5. エラー予防
工程順序違いに対してアラートを出し、エラーを予防する。
6
6. 中間検査
中間検査を実施する。
- 良品範囲であるが不良となる傾向値をつかみ、不良発生前に装置或いはツールのセッティング調整を行い不良発生を抑制する。
- 不良となった場合でも、早い工程でつかむことで、後工程分の原価を発生させないようにする。
7
7. 不良発生時
不良発生時は、即関係部署にメールが自動送信され、前工程戻りや、特別選別の準備等、作業効率化を上げる。
8
8. 生産性向上
機械稼働時間の内訳を把握し、生産性向上を図る。
9
9. 来歴情報
ツールの来歴情報をつかむことで、故障発生箇所の傾向値をつかんだり、メンテナンスが必要なショット数の傾向値をつかむ。 これにより、ツールに起因する不良発生前に予防対策を講じる。
10
10. リアルタイム
現場の各担当者にタブレット(10インチ程度)を配布し、リアルタイムに作業実績を登録している。